Milling II
Dr. Myasr AlkotajiMethods for Size Distribution Measurement:
1- Microscopy:It is the most direct method
for size distribution measurement.
An ordinary microscope is used
to measure particles from 0.4-150
microns. With special lenses and
ultraviolet light, the lower limit may
be extended to 0.1 micron.

The diameters of the particles on the slide are measured by means of a calibrated filar micrometer eyepiece. The hairline of the eyepiece is moved by the micrometer to one edge of a particle, and the reading on the micrometer is recorded. The hairline is then moved to the opposite edge of the particle being measured, and the micrometer is read. The difference between the two readings is the diameter of the particle.

2- Sieving:
The procedure involves themechanical shaking of a sample
through a series of successively
smaller sieves, and the weighing
of the portion of the sample
retained on each sieve.

Sieving is the most widely used method for measuring particle size distribution because it is inexpensive, simple, and rapid with little variation between operators. Although the lower limit of application is generally considered to be 50 microns, micromesh sieves are available for extending the lower limit to 10 microns.
A sieve consists of a pan with a bottom of wire cloth with square openings. .
Sieving depends on many factors:
1- The type of motion: vibratory motion is most efficient, followed successively by side-tap motion, bottom-tap motion, rotary motion with tap, and rotary motion.2- The time of sieving.
3- The load or thickness of powder per unit area of sieve influences the time of sieving
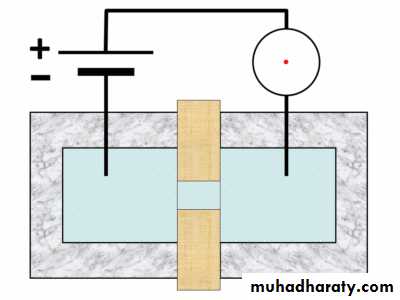
Electrical stream sensing zone method (Coulter counter)
counting and sizing particles suspended in electrolytes.
A typical Coulter counter has one
or more microchannels that separate two chambers
containing electrolyte solutions.
As fluid containing particles or
cells is drawn through each microchannel, each particle
causes a brief change to
the electrical resistance of the liquid. The counter detects these changes in electrical resistance.
Sedimentation
This method is based on the dependence of the rate of sedimentation of the particles on their size as expressed by Stokes'equation:
Where d stokesis the effective or Stokes' diameter, ƞ is the viscosity of the dispersion fluid, is the rate of sedimentation or distance of fall x in time t, g is the gravitational constant, and ρ and ρo are the densities of the particle and the medium, respectively.
Stokes' equation is applicable to free spheres that are falling at a constant rate.
The pipette method (Andreasen)


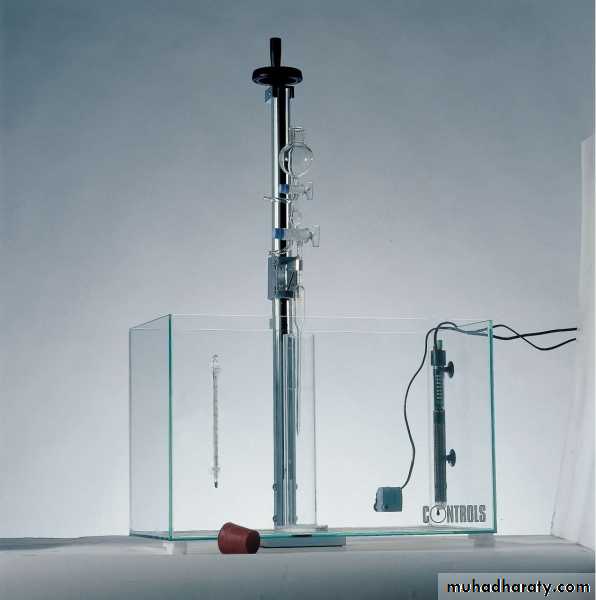
Sedimentation methods may be used over a size range from 1-200 microns to obtain a size- weight distribution curve and to permit calculation of the particle size.
The pipette method (Andreasen) is the simplest means of incremental particle size analysis. A 1% suspension of the powder in a suitable liquid medium is placed in the pipette. At a given intervals of time, samples are withdrawn from a specified depth without disturbing the suspension, and they are dried so that the residue may be weighed.
From the weight of the dried sample, the percentage by weight of the initial suspension is calculated for particles having sizes smaller than the size calculated by Stokes' equation for that time. From the weight of the divide samples the percentages by weight of the original sample are calculated and plotted with the calculated particle size, so from this curve the percentage by weight of any particle size in the sample may be found.

Theory of Comminution
Compression at any pointalong the line below the yield
value, the material will go
back and returns to its original
shape and this is called elastic deformation.
However compression above the yield value will result in
plastic deformation in which the substance break down and not
go back to its original shape after removing stress.
The most efficient mills utilize less than 1% of the energy input to fracture particles and create new surfaces. The rest of the energy is dissipated in:
1. Producing elastic deformation of particles before the occurrence of fractures, which is a waste energy.
2. Transport of material within the milling chamber.
3. Friction between particles.
4. Friction between the particles and the mill.
5. Heat generation.
6. Vibration & noise.
7. Inefficiency of transmission and motor.
Classification of size Reduction equipment:
Type of EquipmentFeed Size (mm)
Product Size
Coarse crusher (have no
applications in pharmacy
40-1500mm
5-50mm
Intermediate ( e.g. Hammer
mills & Cutting mills)
5-50mm
0.1-5mm
Fine crushers (e.g. Ball mill & - Fluid energy mill)
2-5mm
0.1 or less
Colloidal mill
0.2mm
down to 0.01µm
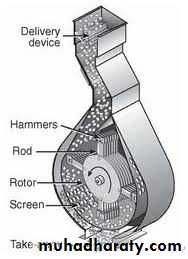
Hammer Mill



Cutting Mill

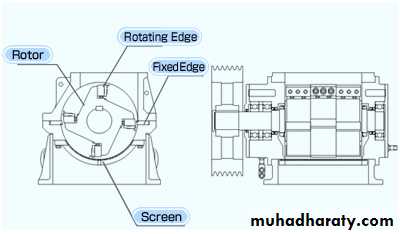
Roller Mill

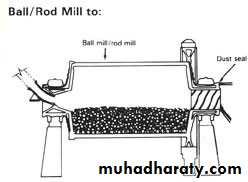
Ball Mill

The critical speed nc is given by the equation:
nc= 76.6DOptimum speed of a ball mill is:
n= 57-40 log D
The optimum diameter of a ball is approximately proportional to the square root of the size of the feed:
D ball2 = kD

Factors influencing the size of the product in the ball mill:
The rate of feed.Weight of balls.
The diameter of the balls.
The slope of the mill.
Discharge freedom.
The speed.
Fluid-Energy Mill (Micronizer):


